




プロジェクトに最適なツイストドリルビットを選ぶには、材質、コーティング、形状という3つの重要な要素を理解する必要があります。これらの要素はそれぞれ、ドリルビットの性能と耐久性に大きく影響します。ここでは、情報に基づいた適切な選択をするための方法を詳しく見ていきましょう。
材料
1. 高速度鋼(HSS):
高速度鋼(HSS)は、1世紀以上にわたり切削工具に不可欠な素材として、その幅広い用途と手頃な価格で高く評価されてきました。HSSドリルビットは汎用性が高く、ハンドドリルはもちろん、ボール盤のような安定した作業台でも優れた性能を発揮します。HSSの大きな利点は、再研磨が可能であることです。これによりドリルビットの寿命が延び、旋盤工具としてもコスト効率の良い選択肢となります。さらに、HSSには様々なグレードがあり、それぞれ異なる元素組成を持つことで、特定の切削ニーズに対応できます。こうした鋼種の多様性により、HSSの適応性が高まり、多様な機械加工において汎用性と重要性を兼ね備えた素材となっています。
2. コバルトHSS(HSSEまたはHSSCO):
従来のHSSと比較して、コバルトHSSは優れた硬度と耐熱性を示します。これらの特性の向上により、耐摩耗性が大幅に向上し、HSSEドリルビットの耐久性と効率性が向上します。HSSEにコバルトを添加することで、耐摩耗性の向上だけでなく、寿命も延びます。標準的なHSSと同様に、HSSEビットは再研磨が可能であるため、使用寿命がさらに長くなります。HSSEにコバルトが含まれていることで、耐久性と耐摩耗性が不可欠な、より要求の厳しい穴あけ作業に特に適しています。
3. 超硬合金:
超硬合金は、主に炭化タングステンと様々な結合剤からなる金属マトリックス複合材料です。硬度、耐熱性、耐摩耗性において、ハイス鋼を大きく凌駕します。価格は高くなりますが、超硬工具は長寿命と加工速度に優れています。ただし、再研磨には専用の設備が必要です。
コーティング
ドリルビットのコーティングは多種多様で、用途に応じて選択されます。以下に、一般的なコーティングについて簡単に説明します。
1. 無塗装(ブライト):
HSSドリルビットで最も一般的な色です。アルミニウム合金や低炭素鋼などの軟質材料に最適で、コーティングされていない工具は最も手頃な価格です。
2. 黒色酸化皮膜処理:
コーティングされていない工具よりも優れた潤滑性と耐熱性を提供し、寿命を50%以上向上させます。
3. 窒化チタン(TiN)コーティング:
チタンコーティングされたドリルビットは、その独自の性能特性により、多くの用途で優れた性能を発揮します。まず、コーティングによって硬度と耐摩耗性が向上し、硬い材料を穴あけする際にもビットの切れ味が持続し、長寿命を実現します。これらのビットは摩擦と熱の蓄積を軽減し、切削効率を高めると同時に、ビットの過熱を防ぎます。チタンメッキされたビットは、ステンレス鋼、アルミニウム、木材など、多くの材料に使用できるため、エンジニアリング用途や家庭用用途に最適です。さらに、これらのビットは材料への貫通が速く、よりきれいに仕上がり、よりきれいな切削面を実現します。チタンメッキされたドリルは通常のドリルよりも高価になる場合がありますが、その高い効率性と長寿命により、高い耐摩耗性と精密な切削が求められる用途においては、投資に見合う価値があります。

4. アルミニウムチタン窒化物(AlTiN)コーティング:
まず、AlTiNコーティングは極めて高い耐熱性を持ち、高速切削や高温合金の加工において優れた性能を発揮します。次に、このコーティングは耐摩耗性を大幅に向上させ、特にステンレス鋼、チタン合金、ニッケル基合金などの硬質材料の加工において工具寿命を延ばします。さらに、AlTiNコーティングはドリルビットとワークピース間の摩擦を低減し、加工効率を高め、より滑らかな切削面を実現します。また、優れた耐酸化性と化学的安定性を備えているため、過酷な作業環境下でも性能を維持できます。総合的に見て、AlTiNコーティングされたドリルは、高速・高精度加工用途に最適であり、従来のドリルでは加工が難しい硬質材料の加工に特に適しています。
幾何学的特徴
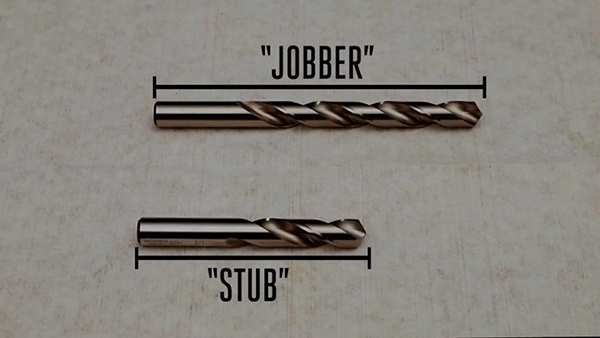
1. 長さ:
長さと直径の比率は剛性に影響します。切りくず排出に十分なフルート長を持ち、突き出しが最小限のドリルビットを選択することで、剛性と工具寿命を向上させることができます。フルート長が不足すると、ビットが損傷する可能性があります。市場にはさまざまな長さ規格があります。一般的な長さには、ジョバー、スタビー、DIN 340、DIN 338などがあります。
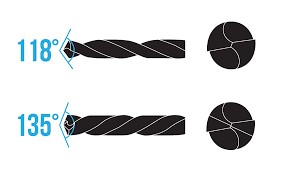
2. ドリル先端角度:
118°の先端角は、低炭素鋼やアルミニウムなどの軟質金属によく用いられます。通常、自己センタリング機能がないため、下穴が必要です。一方、135°の先端角は自己センタリング機能を備えているため、別途センタリング穴を設ける必要がなく、大幅な時間短縮につながります。
結論として、適切なツイストドリルビットを選ぶには、穴あけ対象の材料の要件、ビットに求める寿命と性能、そしてプロジェクト固有の要件のバランスを考慮する必要があります。これらの要素を理解することで、ニーズに最適な、最も効果的で効率的なドリルビットを選ぶことができるでしょう。
投稿日時:2024年1月10日